

A smart factory strategy is a structured roadmap that integrates digital technologies to automate, optimize, and connect manufacturing operations. Smart factory solutions are designed for manufacturers, CTOs, and operations managers seeking increased efficiency. With expert manufacturing software development services, companies achieve a 10-20% increase in production, a 50% reduction in downtime, and a measurable return on investment within months.
Smart factory software provides real-time monitoring, predictive analytics, and automated quality control. By 2026, the smart manufacturing platform market will reach $13.2 billion, increasing productivity by up to 20% and reducing operating costs.
Why Smart Manufacturing Matters Today
Rising costs and global competition require a proactive smart factory strategy. Deloitte reports that 92% of manufacturers consider smart manufacturing their top competitive advantage. Machine learning development services enable factories to predict failures, optimize supply chains, and personalize production, delivering a 10-30% productivity increase and long-term sustainable growth.
Start your transformation now and leverage smart factory consulting and proven smart manufacturing solutions to get ahead of the competition today. Elinext’s sentiment analysis guide explains how NLP-based techniques extract structured opinion data from unstructured text — covering approaches from lexicon-based scoring to transformer models — and how organisations use these insights to inform product roadmaps and support decisions. Elinext’s article on use cases of iot solutions for industries documents how connected device systems are being applied across manufacturing, logistics, healthcare, and utilities — covering the sensor architectures, data pipelines, and edge processing patterns that make industrial IoT deployments reliable at scale.
Most factories still operate on reactive maintenance and fragmented data systems Industry 4.0 promises transformation, but the complexity of integration is holding back progress. With predictive maintenance software development services and AI software development services, Elinext replaces guesswork with intelligence. Business Impact: 30-50% fewer failures, real-time visibility, and measurable productivity gains from day one.
Elinext Software Development Expert
Key Technologies’ Power Smart Factories
A successful smart factory strategy combines the Internet of Things, artificial intelligence, cloud computing, and automation. Custom RPA development services eliminate repetitive manual tasks, freeing up workers for more critical roles. Combined with digital twins and edge analytics, these technologies reduce equipment downtime by 50%, increase productivity by 30%, and provide end-to-end, real-time visibility across all production lines.
-
Internet of Things (IoT)
IoT connects machines, sensors, and systems within unified smart factory solutions. Real-time data streams enable instant anomaly detection, predictive maintenance, and dynamic scheduling — reducing unplanned stoppages by up to 50% and ensuring every asset runs at peak efficiency.
-
AI and ML Solutions
AI and ML elevate every smart factory strategy by converting raw sensor data into decisions. Paired with custom RPA development services, intelligent algorithms automate quality checks, demand forecasting, and process adjustments — delivering up to 20% productivity gains without adding headcount.
-
Big Data Analytics
Smart factory software aggregates terabytes of production data for deep analysis. Custom RPA development services automate data collection and reporting, while big data analytics uncovers hidden inefficiencies enabling manufacturers to cut waste, improve yield rates, and make faster evidence-based decisions.
-
Cloud Computing
Cloud platforms underpin scalable smart factory consulting engagements. Custom RPA development services integrate with cloud infrastructure for remote monitoring and elastic scaling. Already, 57% of manufacturers leverage cloud for smart manufacturing with cross-site data sharing driving measurable efficiency gains.
-
Digital Twins
Digital twins are virtual replicas of assets central to any smart factory strategy. Combined with custom RPA development services, they enable risk-free simulation of process changes, predictive scenario planning, and continuous optimization — cutting costly physical trials and accelerating time-to-improvement.
Conclusion
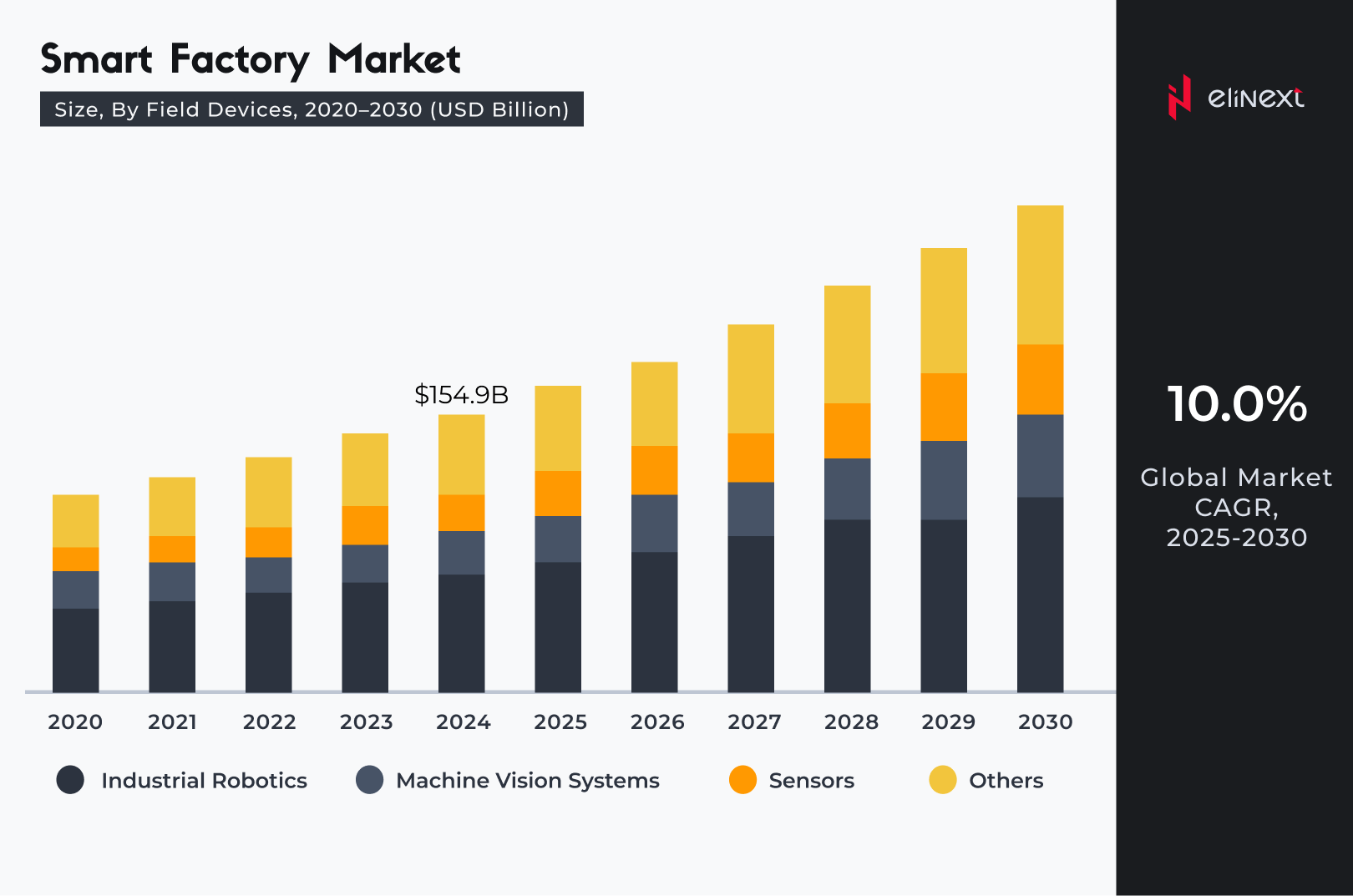
A step-by-step smart factory approach transforms reactive manufacturers into proactive market leaders. For example, a European automotive supplier reduced downtime by 40% in 12 months post-deployment. According to MarketsandMarkets (2025), the smart factory market hit $104.42B in 2025, growing at 10.2% CAGR through 2030. Applying chatgpt prompts mastering and LLM development services accelerates roadmap design and continuous improvement cycles — delivering measurable, future-proof competitive advantage.
Smart Factory Solutions: Terms Explained
-
Industrial Internet of Things
Industrial Internet of Things connects machines, sensors, and control systems via the internet. It enables real-time data collection, remote monitoring, and automated responses — making factories smarter and more efficient.
-
Artificial Intelligence
Artificial Intelligence uses algorithms to analyze data, recognize patterns, and make autonomous decisions in manufacturing. It powers predictive maintenance, quality inspection, and demand forecasting at scale.
-
Manufacturing Execution System
Manufacturing Execution System monitors, tracks, and controls shop-floor production processes. It bridges ERP planning and real-time operations, ensuring traceability, compliance, and production efficiency.
-
Predictive Maintenance
Predictive Maintenance uses sensor data and AI models to forecast equipment failures before they occur. By scheduling maintenance proactively, manufacturers reduce unplanned downtime by 30–50% and extend asset lifespans.
-
Digital Twin
A Digital Twin is a virtual replica of a physical asset, process, or system. It allows engineers to simulate changes and test scenarios without disrupting live production, reducing risk and accelerating innovation.
-
Robotic Process Automation
Robotic Process Automation deploys software bots to automate repetitive, rule-based tasks data entry, reporting, order processing. In manufacturing, RPA frees workers for higher-value roles and reduces human error.
-
Cloud Computing
Cloud Computing delivers on-demand storage, processing, and software over the internet. In manufacturing, it enables scalable data management, real-time collaboration, and rapid deployment of smart factory applications globally.
-
Edge Computing
Edge Computing processes data near the source on the factory floor rather than a central cloud. This cuts latency, enables real-time decisions, and supports reliable operations in low-connectivity industrial environments.
-
Smart Sensors
Smart Sensors collect, process, and transmit physical data temperature, vibration, pressure from machines and environments. They are the foundation of IIoT, enabling real-time visibility and automated control across production lines.
-
Cybersecurity in Manufacturing
Cybersecurity in Manufacturing protects OT/IT networks, machines, and data from cyber threats. As factories digitize, attack surfaces expand robust security frameworks to prevent breaches, ensure compliance, and maintain uninterrupted production.
-
Real-Time Analytics
Real-Time Analytics processes streaming machine and sensor data instantly to surface actionable insights. Manufacturers use it to detect anomalies, adjust processes live, and make data-driven decisions that prevent defects and boost equipment effectiveness.
FAQ
What are smart factory solutions?
Smart factory solutions are integrated digital systems that automate and optimize production. They implement a smart factory strategy. Companies use them to reduce costs and increase productivity.
Why is a smart factory important for modern manufacturing?
ChatGPT automation is based on the use of ChatGPT prompts structured prompts that trigger workflows. They generate reports and process data. Companies use them to eliminate manual, repetitive work.
Which technologies are essential for a smart factory?
Smart factory software is a platform that optimizes manufacturing operations. It monitors, analyzes, and controls processes in real time. Companies use it to improve efficiency and reduce production waste.
How does the industrial internet of things improve factory operations?
Smart factory solutions are based on IoT, AI, cloud technologies, RPA, and digital twins. They are used to automate and connect operations end-to-end. Companies leverage them to achieve measurable, scalable ROI.
What role does artificial intelligence play in smart manufacturing?
Internet of Things (IoT) solutions enable AI to analyze sensor data in real time throughout all stages of smart manufacturing. They automate quality checks and maintenance. Companies use them to proactively prevent failures.
What are the biggest challenges in smart factory implementation?
The biggest challenges for smart factories are integrating legacy systems, cybersecurity risks, and a shortage of qualified personnel. These challenges require phased plans and expert partners. Companies are overcoming them through structured, phased approaches.
