

Industry 4.0 represents the integration of cyber-physical systems, the Internet of Things, and artificial intelligence into manufacturing. Industry 4.0 latest trends enable the creation of smart manufacturing solutions through machine connectivity and data analysis. This service is targeted at manufacturers seeking increased efficiency and innovation. The benefits of Industry 4.0 include increased productivity, reduced downtime, and more informed decision-making, shaping the future of industrial progress.
Manufacturing software development services in 2026 leverage Industry 4.0 benefits, such as real-time analytics and automation. Companies report a 25% increase in efficiency and a 30% reduction in costs due to process optimization using AI-based tools, improved quality, and increased production speed.
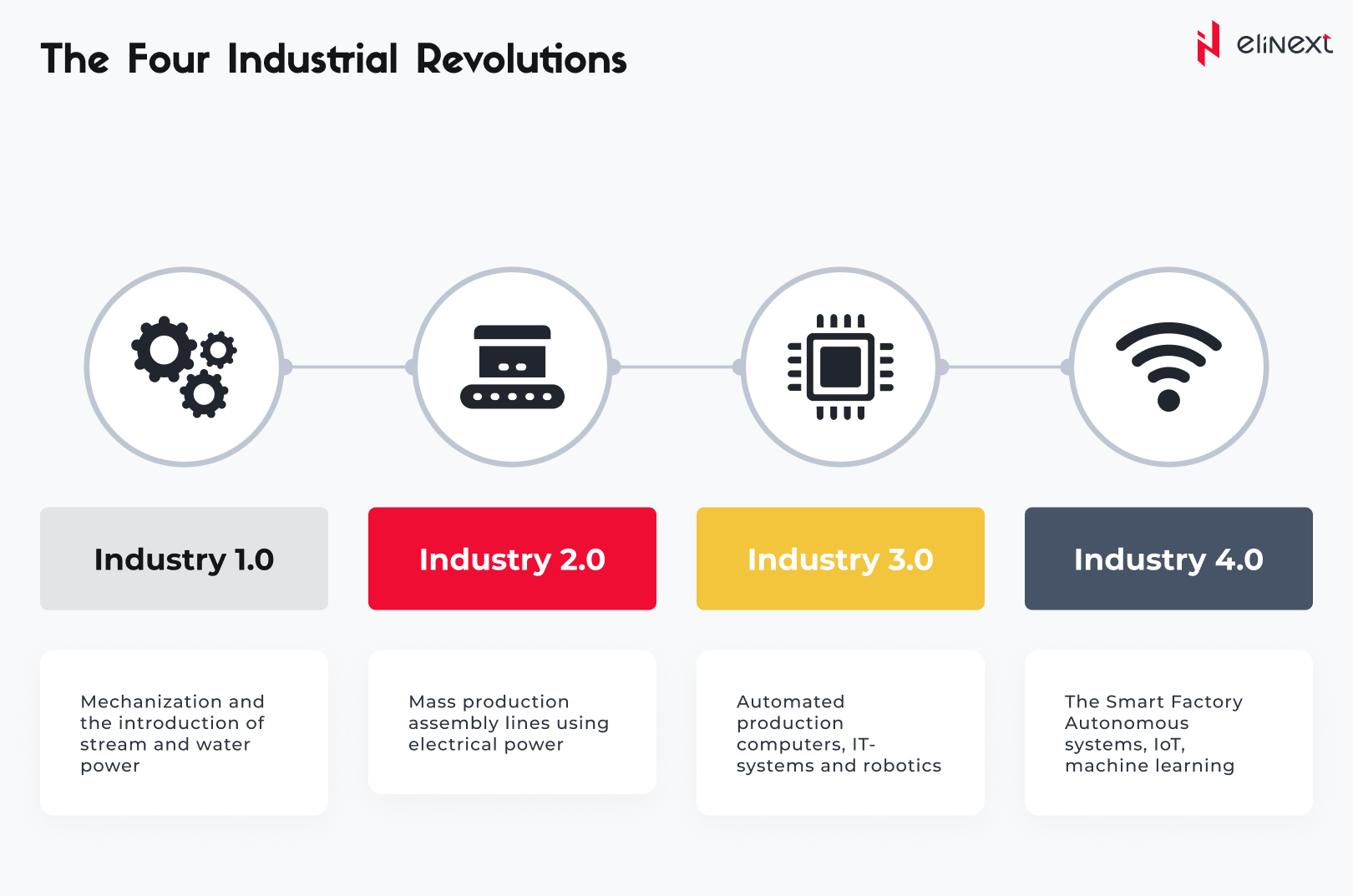
Just recently, there’s been some serious talk about the industrial revolution in the community. Will Industry 4.0 get rid of overproduction in the world? What is the role of blockchain technology in the new industrial future? Qualitative changes in production processes outlined under the general name of the Fourth Industrial Revolution (or Industry 4.0), serve as a means of increasing competitiveness in industries through the enhanced integration of cyber-physical systems into factory processes.
Jokes aside – this kind of language does attract investors, scientists, and politicians en masse. But what lies behind such abstract definitions for the general public? And how will this paradigm affect our lives at the household level? The incertitude in the future is increasingly taking the shape of a serious concern among professionals across the industries.
Search engines and social networks have opened the gateway to the world of Industry 4.0
Nowadays, search engines and social media algorithms know more about our tastes and preferences than our friends or relatives do. However, from the point of view of Industry 4.0 advocates, all this hype goes beyond just targeted advertising, personalized content or even the “surveillance” reality supported by some lovers of conspiracy plots.
Smart devices in the form of sleep trackers and fitness bracelets equipped with pulse meters and other sensors constantly analyze us by the variety of various indicators. The gadget knows everything about our activity, tastes, and requests. The device has a whole story to tell about us: how many hours we sleep, where and how we spend our spare time, how many miles we walk and how many calories we burn or consume. No attending physician has access to such a detailed level of comprehensive information about a patient. The only concern for businesses worldwide is to adjust the industry to the needs of consumers.
Customization of mass production
Industry 4.0 contains an ideal format for interaction between the manufacturer and the buyer due to its qualitatively new approach to production. The concept is capable of providing a mass production sector with the necessary flexibility for customization of a particular product without losing the industrial level of productivity. This shift is giving rise to entirely new Industry 4.0 business models built around mass customization.
This new reality will solve the main problem of the modern economy – mass overproduction. For instance, the successful experience of using Amazon Dash Button makes it possible to look more broadly at the interrelationship of industrial production and a specific consumer.
As for now, the signal from the Buy button is sent to an online store. In the concept of Industry 4.0, it goes directly to the enterprise without intermediaries or middlemen. The light industry is the pioneer in creating networks of machines that are able to autonomously change production templates in accordance with the need without losing efficiency.
The industrial knitting machine called SHIMA SEIKI is the perfect example. New models of equipment are integrated with SDS-ONE APEX3 3D systems covering the product path from the design stage to marketing promotion. The APEX3 system is oriented to so-called “mass customization”.
In other words, it’s a production of goods with the opportunity to change something according to the wishes of a specific consumer. Even though the idea of Industry 4.0 is still being formed (both in the society and investment circles), there are no doubts that the principle of the assembly line that has remained unchanged for many decades will be radically revised, along with the interrelations between suppliers, and consumers.
Blockchain and its role
Keeping in mind all these concerns, the priority task lies in the creation of highly efficient networks and secure data centers. Facing a massive amount of data breaches , the industry should come up with a comprehensive evaluation of our current management and manufacturing systems.
And that’s the place and time where the blockchain technology with its powers steps in. All in all, it’s only beneficial for both businesses and customers. Blockchain will deal with substantial chunks of data migrated over to computer systems for its storage resulting in free-up time, space, and energy of these systems. This new reality will stimulate instant decision making on both the individuals part and the systems end.
Again, the integration of plants, strategic enterprises, and life support systems of smart cities with the Internet, alongside manufacturing software development services, makes them vulnerable to cyber attacks or even futuristic Internet-based wars. The remote access to production processes in industrial or energy companies, facilitated by such software services, makes it possible to manipulate the production protocol or fully paralyze the work at the facility. This becomes a national-scale threat since the consequences may turn into a humanitarian and/or technogenic catastrophe.
In the world of Industry 4.0, the economy is an important component of security in terms of identity and user verification. Blockchain can be successfully integrated into the management of supply chains, transactions, financial and notarial operations. Even if the blockchain technology has gained popularity due to the cryptocurrency craze, it is likely to be the basis of Industry 4.0 defining many operations and processes. And this is much more promising than just investing in bitcoins.
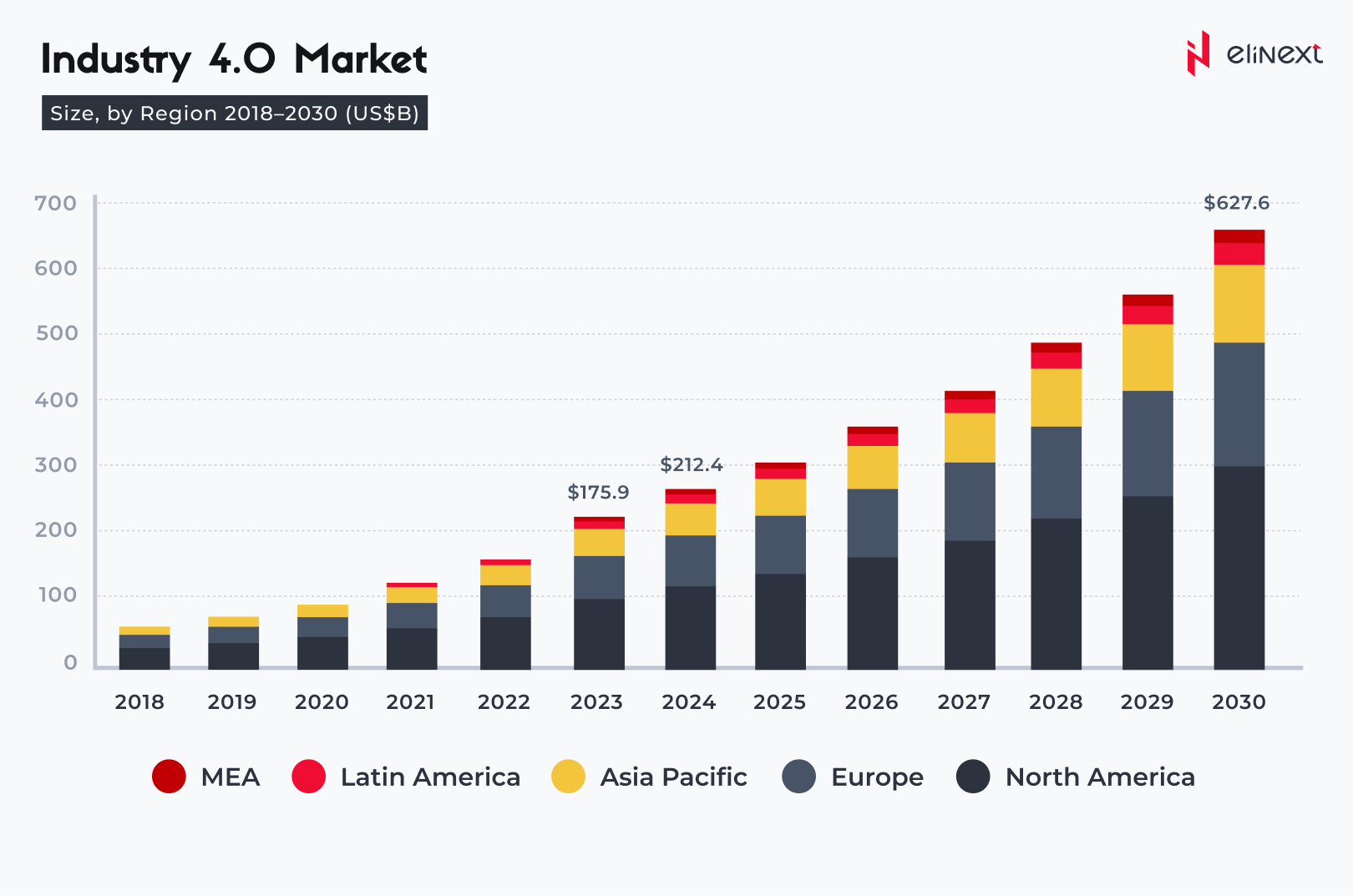
Industry 4.0: Market Overview
Industry 4.0 latest trends show rapid growth in AI, edge computing, and digital twins. Smart factories implementing these technologies are demonstrating increased flexibility and resilience, transforming the global manufacturing landscape.
Explore Internet of Things (IoT) solutions to unlock the full potential of the Internet of Things and Industry 4.0 and transform your manufacturing future today.
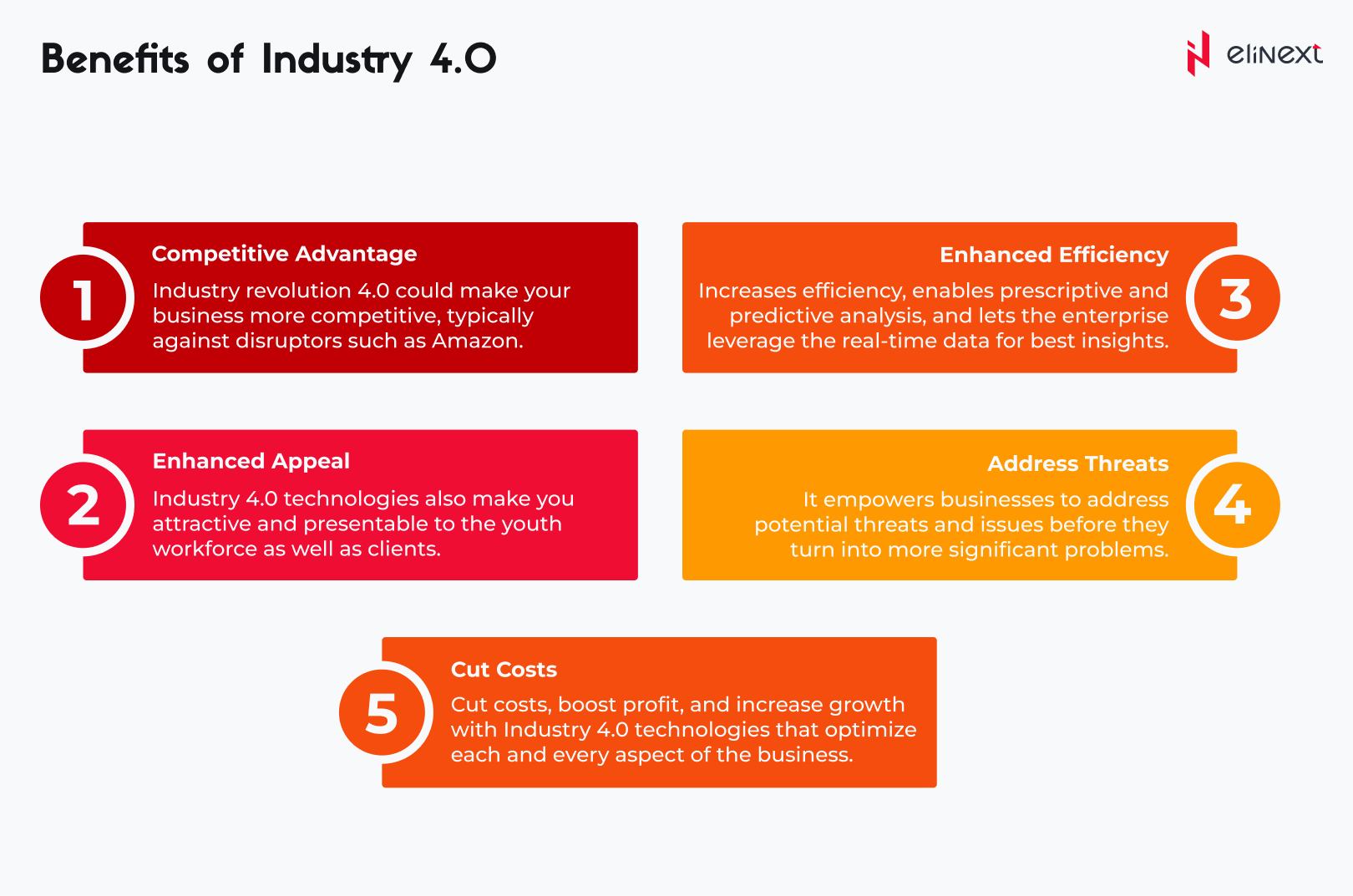
Key Benefits of Industry 4.0
Warehouse management system development services improve inventory accuracy and reduce errors. Industry 4.0 enables automation, real-time tracking, and process optimization, enhancing overall warehouse productivity.
-
Competitive Advantage
Industry 4.0 benefits include accelerated innovation cycles and data-driven decision-making. Companies that leverage these benefits gain a competitive advantage by quickly responding to market changes and customer needs.
-
Enhanced Appeal
The benefits of Industry 4.0 extend to brand reputation and customer trust. Intelligent manufacturing solutions promote sustainability and quality, increasing appeal to environmentally conscious and tech-savvy consumers.
-
Enhanced Efficiency
Industry 4.0 improves efficiency through the automation of work processes and the implementation of predictive analytics. This reduces downtime and optimizes operations, helping manufacturers achieve production goals with fewer resources.
-
Address Threats
Industry 4.0 helps counter threats such as supply chain disruptions and cybersecurity risks through real-time monitoring and adaptive responses, enhancing resilience and operational security.
-
Cut Costs
By integrating intelligent manufacturing solutions, companies can reduce costs through energy savings, waste reduction, and optimized resource allocation, leading to increased profitability.
Benefits of industry 4.0: Benefits, Reality, and Future poses challenges in data integration and system interoperability. Elinext addresses these challenges with supply chain software development services aligned with the Industry 4.0 latest trends. This increases operational agility, reduces delays, and creates measurable business value.
Elinext Expert
Conclusion
In 2025, predictive maintenance software development services helped reduce unplanned downtime by 40%, demonstrating Industry 4.0 benefits. The integration of Internet of Things and Industry 4.0 is driving smarter factories, saving millions annually. Implementing these solutions is critical to future competitiveness.
Benefits of Industry 4.0: Terms Explained
-
Real-Time Data Monitoring
Real-time data monitoring involves continuously monitoring production metrics and equipment health, enabling immediate response to anomalies and improving operational efficiency.
-
Predictive Maintenance
Predictive maintenance uses data analytics and IoT sensors to predict equipment failures before they occur, reducing downtime and maintenance costs.
-
Supply Chain Optimization
Supply chain optimization is the strategic use of data and technology to optimize logistics, reduce delays, and improve inventory management to increase profitability.
-
Workplace Safety
Workplace safety within the Industry 4.0 concept includes the use of sensors and artificial intelligence to detect hazards and prevent accidents, providing a safer environment for workers.
FAQ
What is industry 4.0 and why is it important?
Industry 4.0 is the digital transformation of manufacturing using the Internet of Things and artificial intelligence. The benefits of Industry 4.0 include increased automation and efficiency, which are crucial for modern competitiveness.
What are the main benefits of industry 4.0?
The benefits of Industry 4.0 include increased productivity, reduced downtime, and more informed decision-making, which drives innovation and cost savings.
How does industry 4.0 improve productivity?
The Internet of Things and Industry 4.0 improve productivity by automating tasks, providing access to real-time data, and streamlining production processes.
Is industry 4.0 only for large manufacturers?
Industry 4.0 is suitable for all manufacturers, large and small, as Industry 4.0 benefits, such as automation and data analytics, are scalable for businesses of all sizes.
What are the biggest challenges in adopting industry 4.0?
Challenges include high upfront costs, complex data integration, and staff training to fully realize the benefits of Industry 4.0.
How does industry 4.0 improve supply chain efficiency?
Industry 4.0 improves supply chain efficiency through real-time tracking, predictive analytics, and automation, reducing delays and costs.
What is the future of industry 4.0 in global manufacturing?
The future of Industry 4.0 in global manufacturing is smart, connected factories leveraging IoT and AI to drive sustainable growth and innovation worldwide.
